文章来源:https://www.kainuojin.com/info/302.html 作者:滚丝机厂家 发布时间: 2018-08-28 20:17:09 浏览次数0
旋风铣是安装在普通车床和数控车床上的铣削螺纹装置。在旋风铣机床上加工蜗杆产品,螺纹角度偏差较大。与旋风铣不同,滚丝机是一种高效低耗无切削加工设备,可以滚压各种精密外螺纹。该设备通过作同步同方向回转的两主轴滚轮,带动安放在其中间的圆形工件,利用金属的可塑性,在冷态下使工件冷压成形。冷滚压成形的工件金属纤维连续细密,表面得到强化。滚丝机适用于滚压延伸率δ>10%、抗拉强度Rm<1000MPa、硬度HRC<37的各种碳素钢、合金钢和有色金属。为提高生产效率,改用滚丝机加工蜗杆。蜗杆结构见图1。
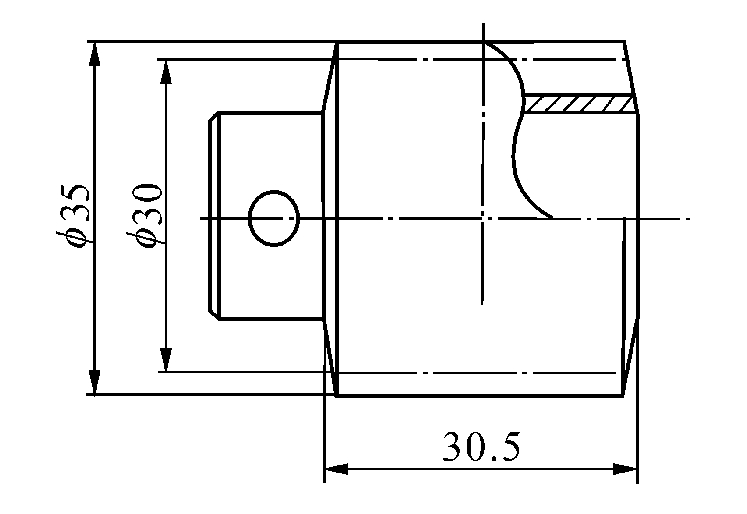
图1 蜗杆
1 滚丝轮及支架的调整
将一对滚丝轮调整到所需轴向位置,两滚丝轮端面应尽量调至同一水平面上,滚丝轮与支撑座的轴承中间以垫圈相结合,防止滚丝轮轴向窜动。支持工件的支架应在工件的中心位置,随滚压工件直径变化,支架位置也随之调整。
支撑块装在支架上面,顶端焊有硬质合金,支撑块底部增减垫片来调整支撑块高低,支撑块的高低在滚压过程中起重要作用。支撑块高度取决于滚压工件的规格,根据不同工件材料,可以略微偏高或偏低。一般情况下,对普通钢、优质碳素钢和有色金属工件,可使工件中心略低于滚压轮杆中心0-0.25mm;对于高强度优质合金钢、不锈钢工件,可使工件中心略高于滚压轮杆中心。
2 参数计算
滚压工件外圆应加工到合适尺寸,才能保证滚压后符合产品尺寸。
冷滚压螺纹滚前光坯直径计算公式为
d坯
式中,d坯为滚压前光坯直径,d为螺纹外径,d1为螺纹根径,P为螺距。
工件滚压前要选定合适的液压力。滚压力过小,则滚压尺寸不到位;滚压力过大,则易损伤工件和滚丝轮。滚压螺纹所需压力可表示为
式中,F为液压力(N),P为工件螺纹(mm),δ为工件延伸率,L为工件长度(mm),f为工件液压力修正系数,Z为工件材料硬化系数,E为螺纹头数,HB为材料硬度值。
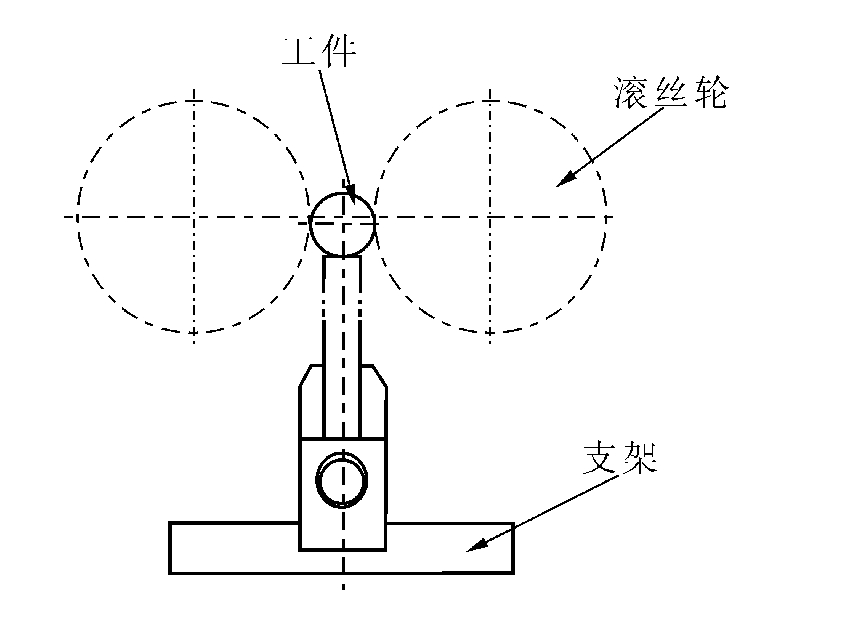
图2 加工示意图
3 工艺要求
蜗杆和螺杆不同,在滚丝机滚压蜗杆时,滚压深度远大于一般螺纹产品的深度,工件光坯如有黑皮、料裂会对滚丝轮造成损伤。滚丝轮材料特殊、热处理技术复杂,需要订做且价格不菲。为延长其使用寿命,工件光坯硬度不要太高,黑皮、料裂和冷拔钢料都易损伤滚丝轮。
单件滚压时,滚丝轮宽度应略大于工件螺纹长度。如滚丝轮比工件螺纹宽太多,工件因滚压发生的塑性形变极易损伤滚丝轮,造成崩齿。为防止工件因塑性形变损伤滚丝轮,应将工件光坯两端倒角,倒角大小由螺纹深度而定。通过调整机床使两主轴平行,消除工件锥度;调整滚丝机的牙位和中心距,使滚丝轮齿廓获得正确位置。
相关文章:
 滚丝机怎么调试及使用
滚丝机怎么调试及使用
发现很多客户对滚丝机的使用很感兴趣,今天双坤机械给大家分析一下滚丝机的使用。1、设备的调节。更改电器控制箱自动手动开关位......
TIME:2023-05-11
济南双坤机械设备有限公司
客户咨询热线
139-6901-8855
联系电话:0531-88277333
联系电话:0531-88668645
联系地址:山东省济南市天桥区桑梓店镇梓东大道299号鑫茂齐鲁科技城133号楼102号