钢筋工程原材料及钢筋加工质量控制
一、钢筋原料质量控制1、原材料进入现场后,项目部项目经理组织相关人员对钢筋的型号、规格和外观进行质量验收,检查出厂证书、试验报告、钢筋标志和钢筋上的标志。标记的供应商名称、品牌号、炉号(批号)型号、规格、重量应保持一致。

(1)热轧光圆钢筋
①钢筋直径允许偏差和不圆度应符合下表规定:
公称直径(mm)
允许偏差(mm)
不圆度(mm)
6~12
±0.3
≤0.4
14以上
±0.4
②长度允许偏差:直钢筋长度允许偏差范围为0~ 50 mm。
③钢筋实际重量与理论重量的允许偏差应符合下表规定:
公称直径(mm)
实际重量与理论重量的偏差(%)
6~12
±7
14~22
±5
④盘重:按盘卷交付的钢筋,每条盘条的重量应为≥500kg,每盘重量应≥1000kg。
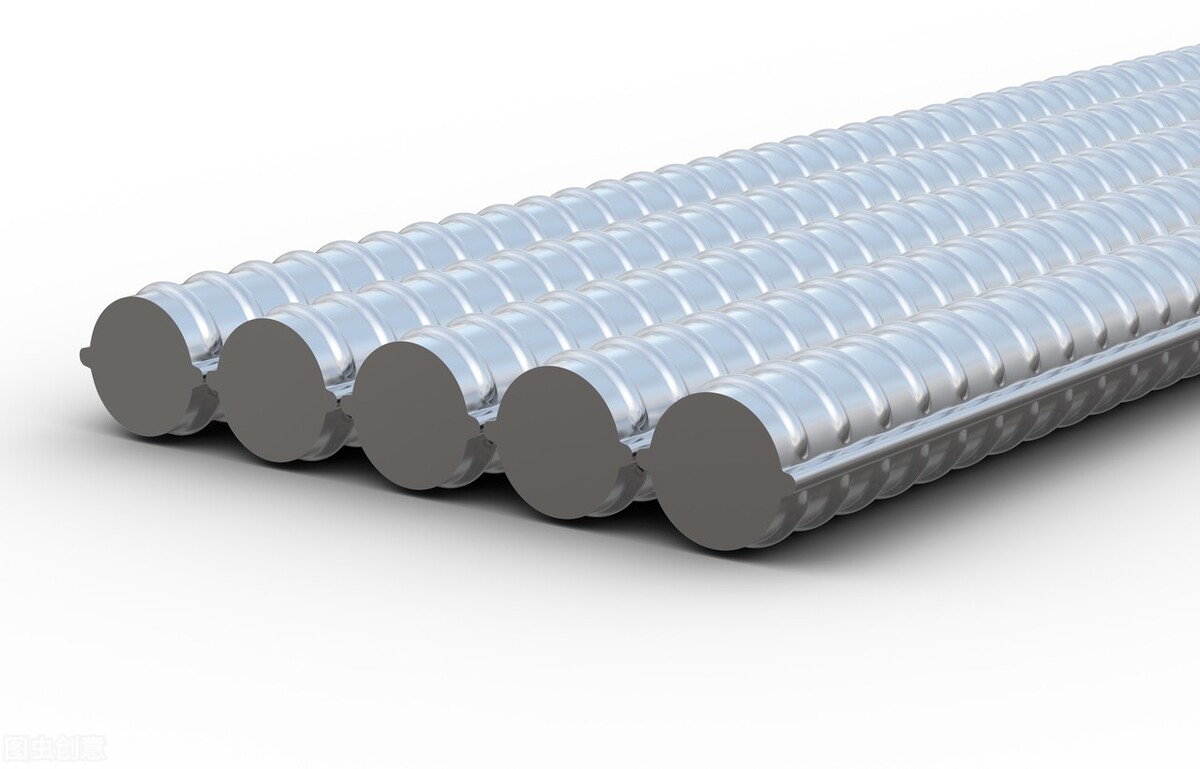
(2)热轧带肋钢筋
①长度允许偏差:定尺长度交付时允许偏差为0~ 50 mm。
②钢筋实际重量与理论重量的允许偏差应符合下表规定:
公称直径(mm)
实际重量与理论重量的偏差(%)
6~12
±6
14~20
±5
22~50
±4

2.钢筋进场后,应尽快完成检验、见证取样、见证送检。检验结果出来前不得使用,原材料应当地封存。
3.钢筋存放
(1)堆放场地C硬化素混凝土或砾石,并设置排水坡度。
(2)按等级、品种、直径、厂家堆放堆放,并放置标志,注明产地、规格、品种、数量、复试报告号、质量检验状态。
(3)桩基或混凝土基础架空,不同型号的钢筋用型钢隔开,架空高度不低于300mm。
二、钢筋加工质量控制1.切断钢筋
切割机用于切割,连接接头应平整,不得有马蹄形或斜面。

钢筋端部未切平
钢筋端部平整
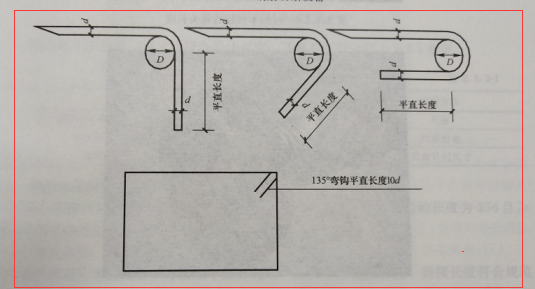
2、Ⅰ钢筋的末端需要180°弯曲结构,弯曲直径D取钢筋直径D的5倍,直径部分长度取钢筋直径D的5倍;钢筋钩135°、 直部长度≥10d 5mm和75mm;位于主筋搭接范围内的箍筋弯曲直径应增加主筋直径。
3.直螺纹钢筋丝头加工要求
(1)轧制过程中,每加工10个丝头应检查一次丝头尺寸和螺纹扣,发现偏差差,必须及时调整滚丝机。钢筋剥肋过程只允许一次, 加工过的丝头不得二次剥肋,不合格的丝头必须切断重新加工。
(2)丝头长度应满足产品设计要求,为标准套长度的1/2.,其公差为 2P (P为螺距)。牙形饱满完整,无断牙和秃牙缺陷,牙顶宽度超过0.6mm秃牙部分的累计长度不得超过一个螺纹周长,不完整螺纹扣的累计长度不得超过两个螺纹周长。
(3)通端螺纹环可顺利旋入螺纹,达到旋合深度;允许止端螺纹环与端部螺纹部分旋合,旋入量不得超过3P。

(4)钢丝头加工合格后,一端拧同规格的保护帽,另一端拧同规格的连接套筒,防止装卸、搬运或混凝土施工过程中的污染和损坏。根据钢筋直径选择不同尺寸的塑料保护套,保护套长度应比螺纹长10~20mm,保护套的一端应关闭。 加工后的丝头格堆放整齐。
注:图片来自网络,图片与本文无关。欢迎前辈和同事批评指正。请在评论区发表意见和建议。
相关文章:
 滚丝机怎么调试及使用
滚丝机怎么调试及使用