钢筋直螺纹辊机调整步骤
HGS-40D钢筋直螺纹滚丝机市场占有量大,多用于工程施工。简要介绍调整调试的关键步骤。
1.调整剥肋直径,松开4个卡盘固定螺钉(图1中的绿色小圆圈位置),驾驶返回后顶点,活动卡盘完全卡住,随机标准调试模具(根据钢筋直径选择标准模具)放入四个剥肋刀中间。
图一

松开固定螺钉后,顺时针或逆时针旋转卡盘(黄色大圆圈位置)。
图二
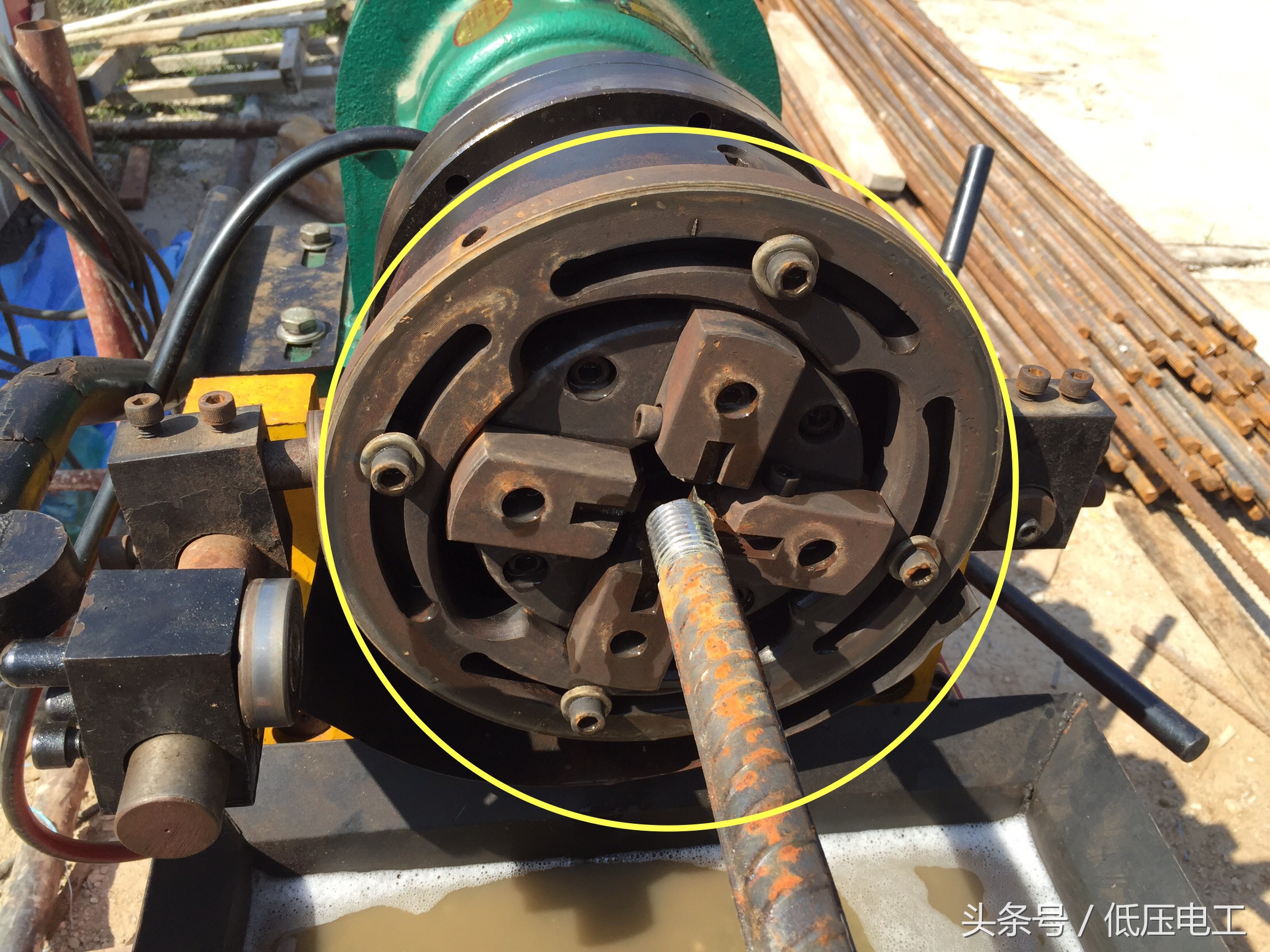
逆时针旋转时直径缩小,顺时针旋转时直径增大。剥肋刀可以完全夹紧调试模具。调整后,固定螺钉需要锁紧(非常重要)。如果锁不紧,剥肋直径会在使用中逐渐增加,导致成品丝扣不能使用,可能损坏滚轮,或剥肋后的钢筋因直径过大而无法进入滚轮中间继续滚动。当驾驶员继续前进并打开活动卡盘时,取出调试模具。
2.调整剥肋长度(红色方框),见图3
图三
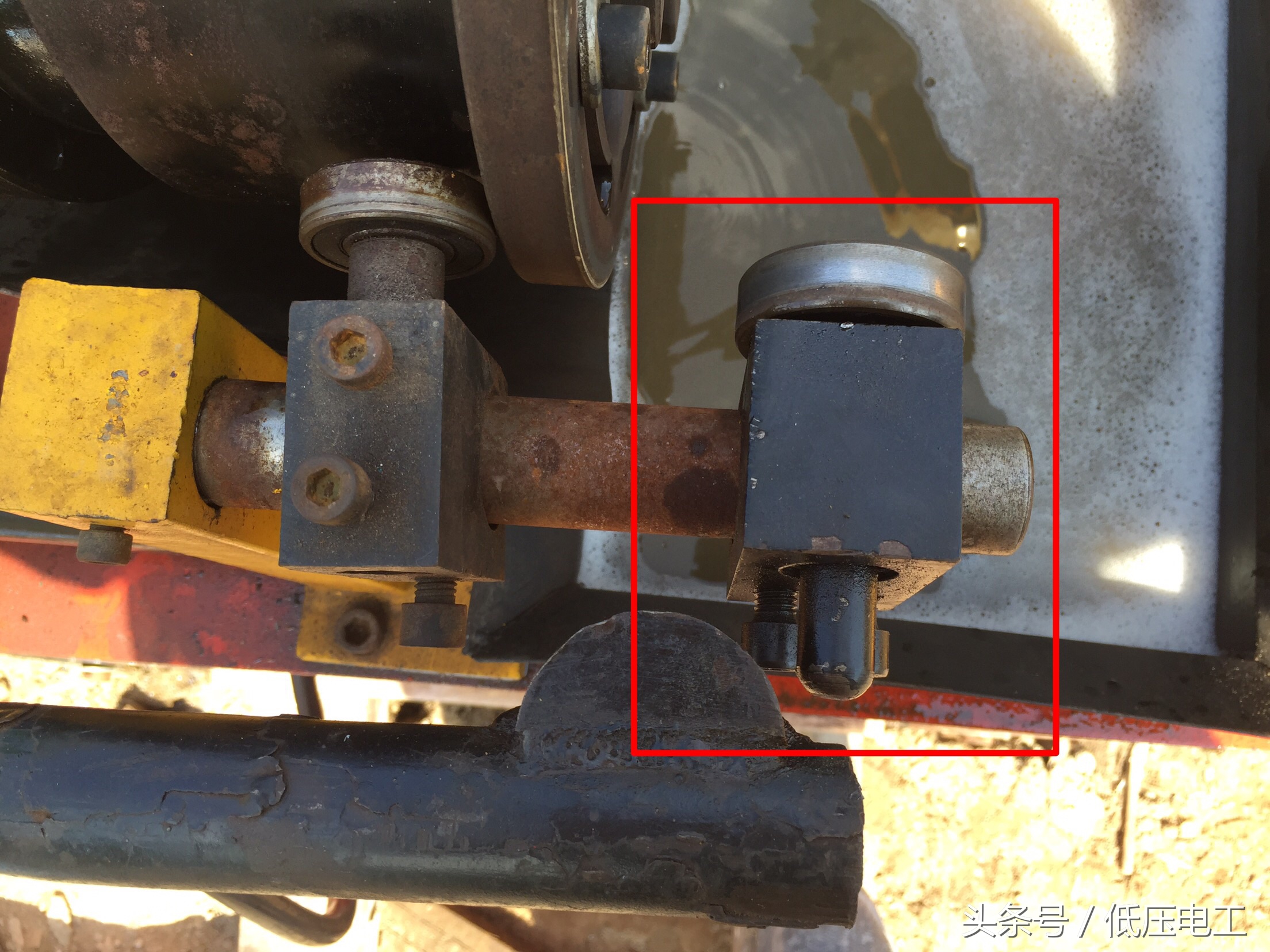
向电机方向移动,缩短剥肋,反向加长剥肋。半圆滑块通过支架安装在驾驶上。当驾驶向前移动时,顶压轴承向卡盘移动。拦截卡盘迫使卡盘打开。刀具在弹簧的作用下迅速向外移动,并离开剥落的钢筋。轴承底座配有弹簧,无滑块顶压时自动缩回。为卡盘向前移动提供空间和位置。根据丝扣长度调整剥肋长度,过短会造成滚轮过早损坏,过长会浪费剥肋工具和加工时间。
3.调整螺栓直径,松开卡盘后面的六角形螺钉(绿色圆圈),调整正四方形调整螺栓(红色圆圈),顺时针缩小直径,逆时针增加直径。
图四

4.调整丝扣长度,站在操作员对面,面向限位开关,右侧第三个限位,编号为2(绿色框内),向电机方向移动,缩短丝扣,逆向加长丝扣。
图五

在具体调整过程中,以配置的螺母或对接套筒为标准进行反复调整和调试,加工后的成品牙线饱满、直径标准、长度标准,可正式投入生产。
相关文章:
 滚丝机怎么调试及使用
滚丝机怎么调试及使用